






经常问答集
|
1. 问:鲍麦克斯电控无动作,显示屏闪烁



2. 问:万胜电控无动作,发出报警声音

答:检查安全开关调节是否到位,如不到位,应该按调试说明重新调整安全开关位置。
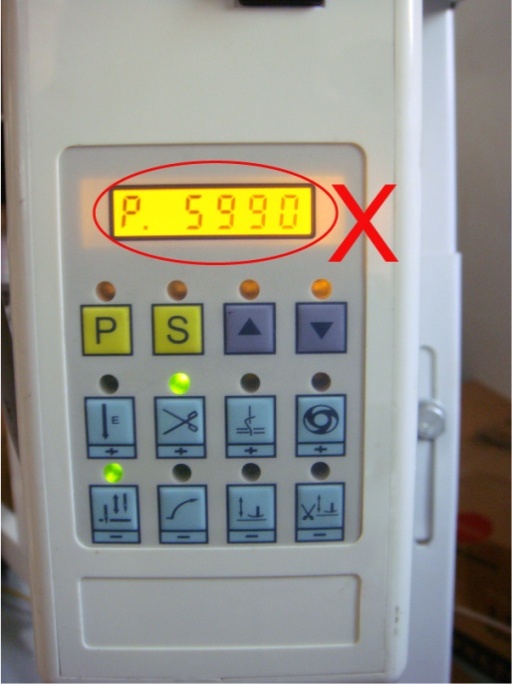
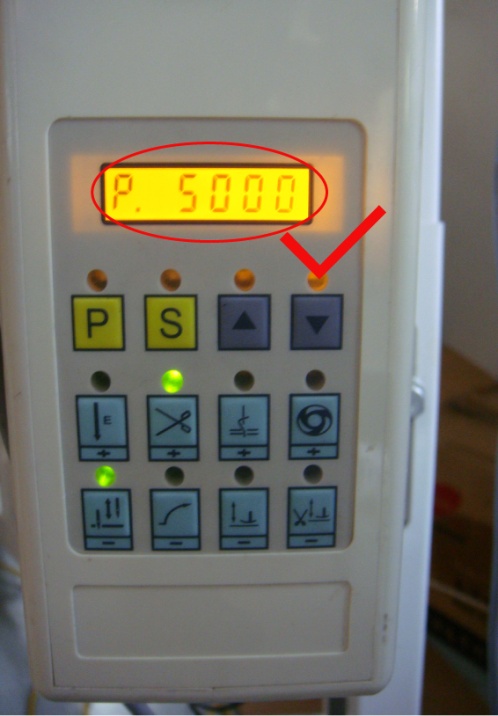
答:1)检查电机转速是否过高,电机转速不可超过4000r/min。
2)检查电机与机头是否不同轴,导致阻力过大。需重新安装电机和电机转接板,保证手试转动顺畅。
4. 问:万胜电控停针时电机有噪音,停针位置不稳定


2)检查电机刹车参数是否与机头不匹配,应调整66和101号参数值(66和101号参数值应相同)。



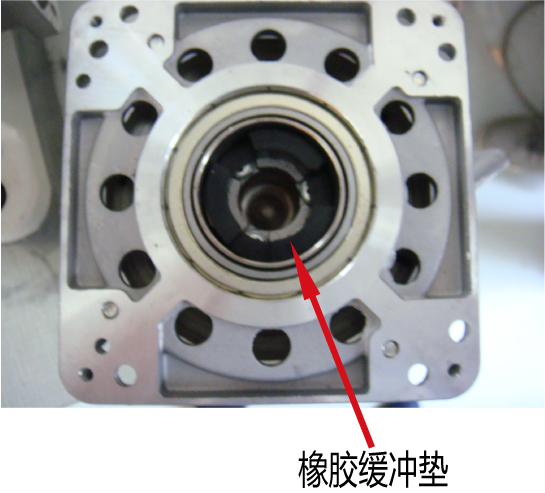
3)橡胶缓冲垫匹配不良或损坏,应更换橡胶缓冲垫。
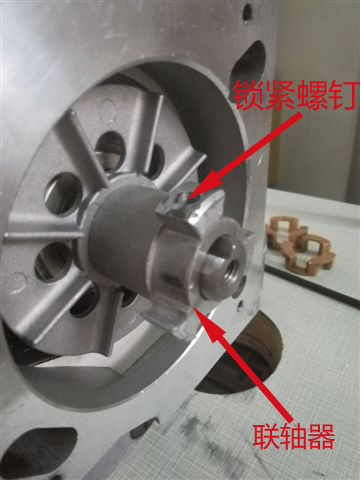
4)电机联轴器螺丝松动,应锁紧电机联轴器螺丝。
答:按电控说明书错误代码查找原因,并按电控说明书错误代码及解决方法处理。
二、刀组问题
1. 问:下剪线不剪线

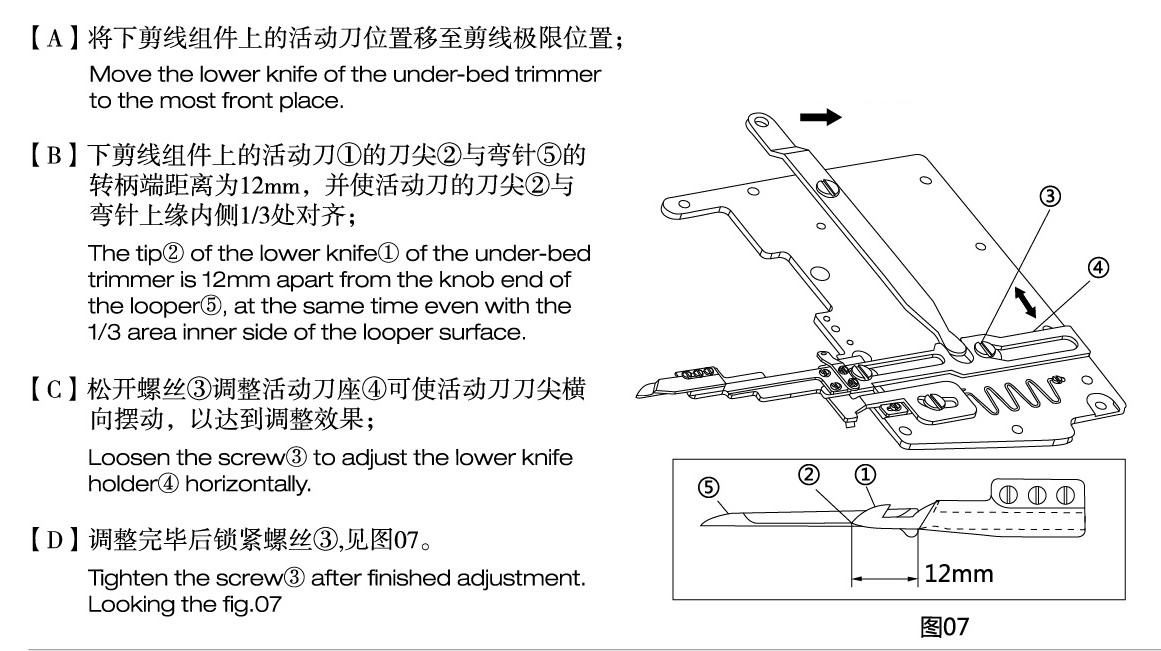
2)活动刀刀尖左右位置调整不到位,未勾到线,应按调试说明重新调整活动刀刀尖左右位置。
①电磁铁行程被松线行程限制,应按调试说明调整松线行程。
②电磁铁力度过小,应按电控说明书增加电磁铁力度。
③电磁铁通电时间过短,应按电控说明书增加电磁铁通电时间。
④复位弹簧压缩量过大,应按调试说明调整限位轴套位置。
4)检查动刀或定刀是否损坏,如有损坏请及时更换动、定刀。
2. 问:下剪线剪双线(弯针处掉落碎线头)
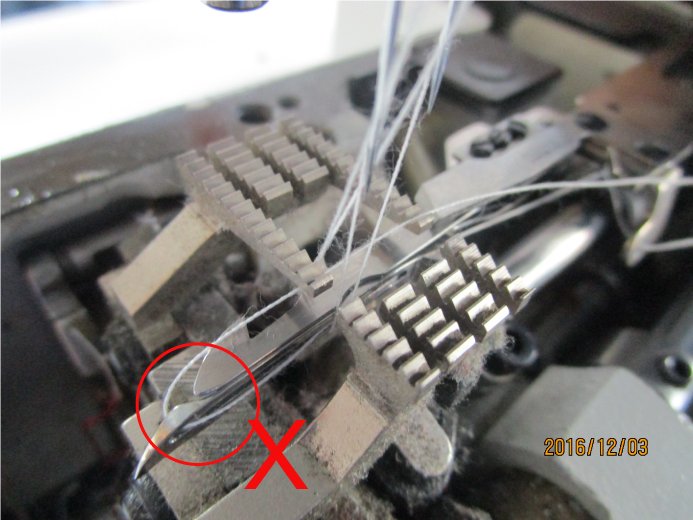
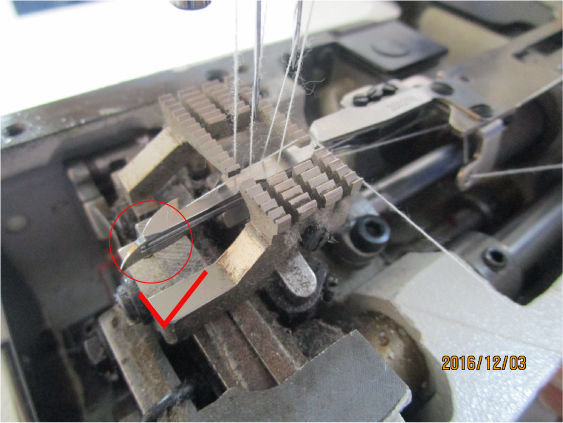
答:活动刀刀尖前后位置调整不到位,未穿进线环,应按调试说明重新调整活动刀刀尖前后位置。
3. 问:下剪线夹不住线
答:1)活动刀刀尖位置调整不到位,应按调试说明重新调整活动刀刀尖位置。
2)松线量过小,应按调试说明调整松线器,增大松线量。
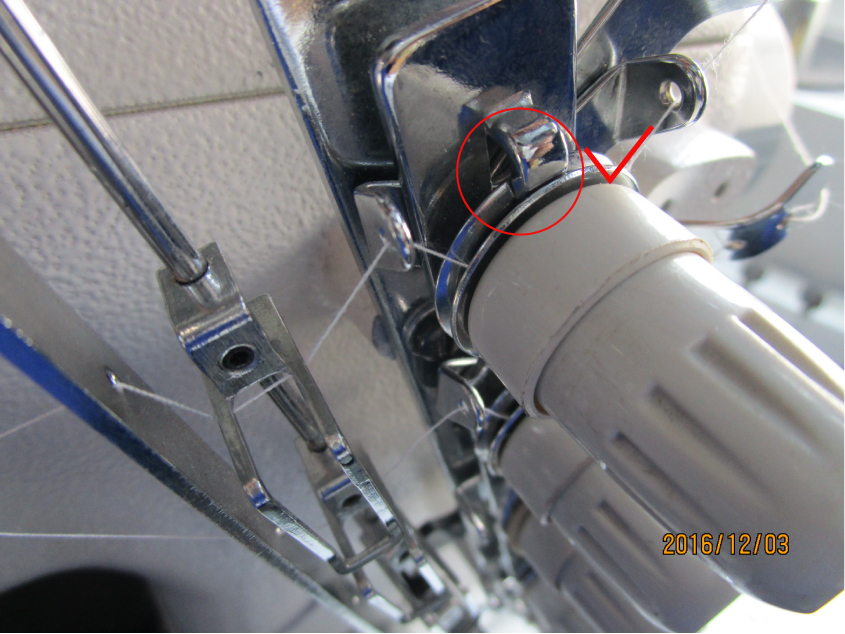
4)夹线力过小,应调整夹线片调整螺钉,增大夹线力。
三、电磁铁问题
1. 问:剪线电磁铁出刀行程不到位
答:1)电磁铁行程被松线行程限制,应按调试说明调整松线行程。
2)电磁铁力度过小,应按电控说明书增加电磁铁力度。
3)电磁铁通电时间过短,应按电控说明书增加电磁铁通电时间。
4)复位弹簧压缩量过大,应按调试说明调整限位轴套位置。
2. 问:抬压脚电磁铁出力行程不到位
答:电磁铁全额出力时间过短,应按电控说明书增加电磁铁全额出力时间(万胜电控35号参数改为150)。
3. 问:抬压脚电磁铁出力行程到位后回弹
答:电磁铁出力动作周期信号百分比(通电率/工作比)过小按电控说明书增加电磁铁出力动作周期信号百分比(万胜电控36号参数改为30)。
4. 问:电磁铁发热过大
答:电磁铁动作周期信号百分比(通电率/工作比)过大,应按电控说明书调整,减小电磁铁动作周期信号百分比。(参考:下剪线电磁铁通电时长100-150ms,抬压脚电磁铁动作周期信号百分比25%-50%)。
四、上拨线问题
问:上拨线勾不到线

2)拨线勾位置偏,应按照面线位置重新调整拨线勾位置。
问:上剪线不剪线
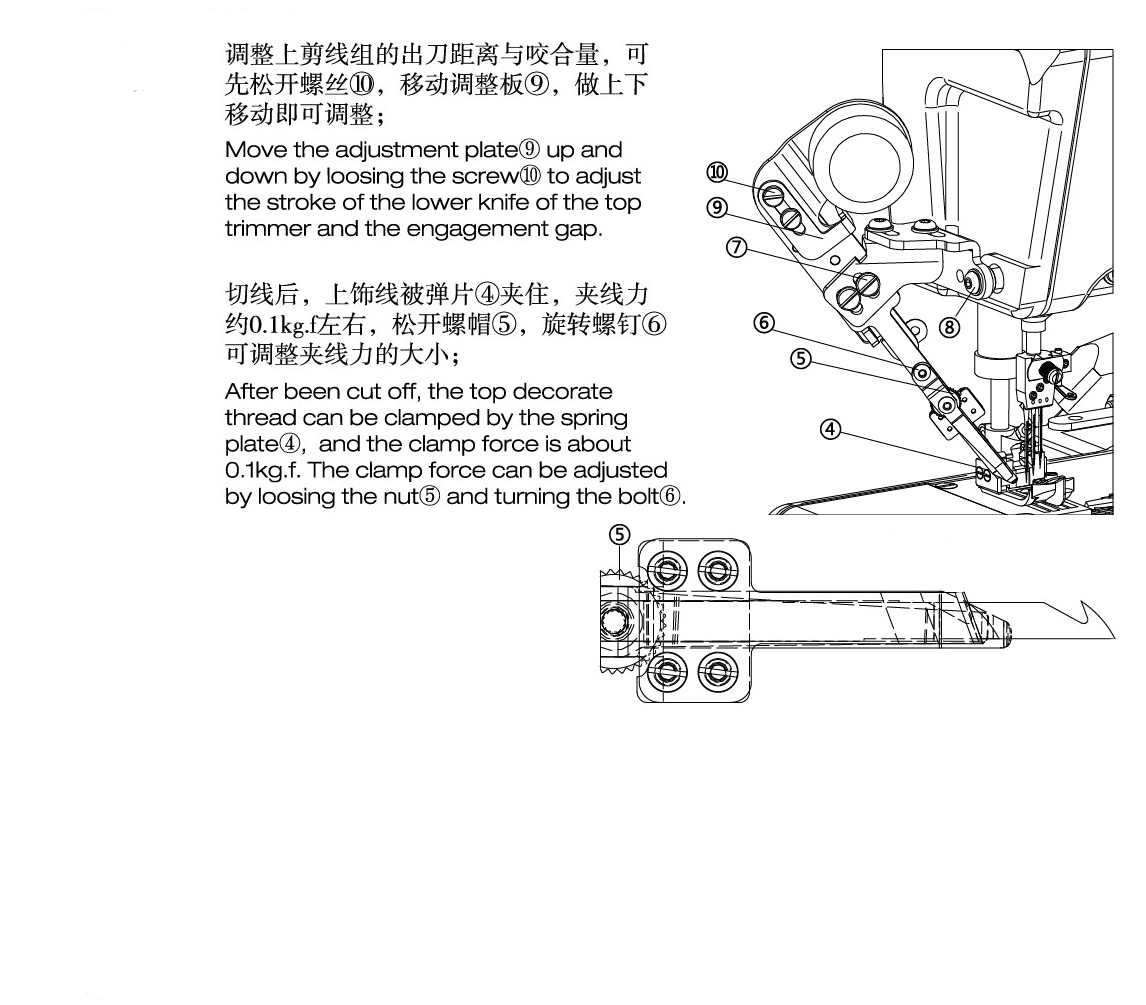
答:1)上剪线位置调整不到位,应按调试说明重新调整上剪线位置。
答:1)松线量过小,应按调试说明调整松线器,增大松线量。
2)夹线力过小,应调整夹线片调整螺钉,增大夹线力。
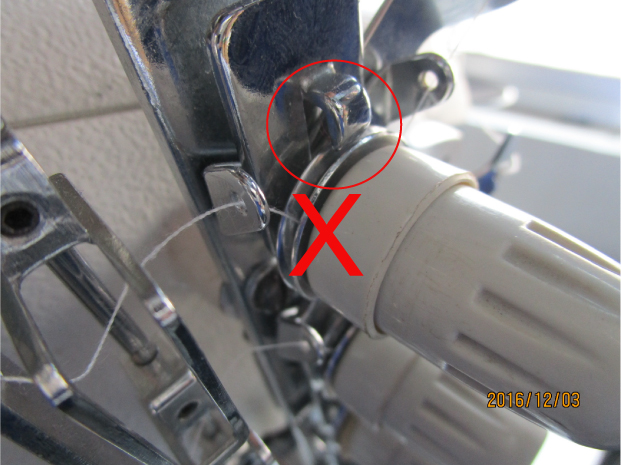
4)夹线弹片安装位置不正确按照安装说明书(附装置包装箱中)调整弹片位置。
六、其他
问:起缝跳线
答:1)机器调整问题,请先将机器调整无问题后再安装调整剪线装置(打线凸轮、弯针等位置调整)。
2)起缝线头过短,应按调试说明调整松线器,增大松线量,若松线勾已调至最下,请增大松线行程。
